Casting and Fabrication
(c) Antique Metalware Society
Small extracts can be used with acknowledgements to 'Oldcopper.org' website.
Helpful comments are very welcome.
Table of Contents
CastingWarning to prospective do-it-yourselfers.
Sand Casting
Shell Moulding
Investment (Precision) Casting
Diecasting
Diecasting (gravity)
Pressure Diecasting
Chill Casting
Centrifugal Casting
Continuous Casting
Fabrication
COLDWORKING METHODS AND TECHNIQUES
Cold Rolling
Coppersmiths’ Techniques
Repousée
Hollowing or Blocking
Sinking
Raising
Planishing
HOT WORKING
Hot Rolling.
Extrusion
Hot Stamping
Forging
Hot Stamping
Piercing
‘Many persons hold the opinion that the metal industries are fortuitous and that the occupation is one or sordid toil and altogether a kind of business requiring not so much skill as labour. But as for myself, when I reflect carefully upon its special points one by one, it appears to be far otherwise.’ (Georgius Agricola, ‘ De Re Metallica’, 1550)
The appreciation of the quality of collected items is assisted by an understanding of the craftsmanship that has been put in to the making of them. This applies whether they are made by hand or produced in quantity. This section gives details of some of the basic manufacturing techniques. The information may also be of use to those contemplating repairs or other copperwork.
Casting
An understanding of casting methods and finishing processes is essential if the quality of cast items is to be assessed. A good casting is a delight to look at. A poor one gives a bad attack of the shudders!
- Casting molten metal into a shaped mould can be a relatively easy but : -
- Examples of casting defects showing poor foundry practice include: -
- Poor surface detail caused by an inadequate pattern or moulding material.
- Porosity.
- Shrinkage cracks.
- Evidence of mould parting lines on surfaces that are intended for viewing.
- Evidence of poor surface finishing, especially showing remains of feeders, coarse scratches left after fettling and details removed by over-zealous polishing.
- Rough, crazed surface caused by metal-mould reaction because the metal was poured too hot.
- Metal flow marks left on the ‘good’ surface during diecasting, possibly showing evidence of die wear.
- Inclusions, usually of oxide dross from the top of the liquid metal.
However, while an expensive art casting should be nothing less than impeccable, do not expect perfection in a casting intended to be a cheap and cheerful souvenir!
Warning to prospective do-it-yourselfers.
Copper and brass melt at very high temperatures not normally attainable in the home. Casting molten metal can be very dangerous and should not be undertaken by the inexperienced. Full safety precautions are needed and approved safety equipment is essential. A special problem when melting brass is the zinc oxide fume given off if the molten metal gets too hot. If breathed in, this can give a severe headache and an attack of ‘The Zinc Staggers’. While it is possible to set up to cast brass in a well equipped workshop, full information and should be obtained and expert advice sought and followed.
Casting involves the pouring of liquid metal into a mould so that when the liquid solidifies, the metal is in the shape required. The melting and casting procedures are only part of a number of things to be done to produce castings successfully, hence the art, craft and profession of the foundryman. Casting is also essential before a metal can be fabricated but that is not covered here.
There are many casting processes now available for the manufacture of items that are cast to shape. (Ref:- ‘Copper and Copper Alloy Castings’, E C Mantle & V Callcut,CDA Publication TN42)
Selection of the casting process is dependent both on technical considerations, on economics and of course the available equipment. There are five main types of casting process, divided into those using bonded refractory particles, usually sand, to make moulds which are destroyed with each cast and those employing permanent moulds of cast iron, steel or graphite. The permanent moulds cool the metal faster than refractory moulds and this generally results in castings having better mechanical properties.
Craftsmen from the Bronze Age onwards until comparatively recently relied on only two methods, both casting in to bonded refractory sand (or clay) moulds. The simplest technique was to pour liquid metal in to a mould made by hand in the required shape. This could be open at the top to give a shaped casting with one flat surface, like a jelly mould, or formed of two parts clamped shut in order to give a shape to all the item. An early improvement used especially for small parts with intricate detail was lost wax casting.
Sand Casting
Most castings are made using sand casting techniques, this still being the lowest cost method for small scale production. Patterns of the shape required are made of wood and placed in moulding boxes. Complex shapes may be made of two or more sections to help the moulding with the parting line set to suit maximum dimensions of the casting. The moulds are made from sand bonded with clays or silicates or various organic mixes. This is poured over the pattern and rammed home hard and evenly to take its shape. If half of a component is moulded in one box, this is then turned over, the second half of the pattern keyed in place over it and another moulding box placed on top.
After moulding, the boxes are split to allow removal of the pattern and replaced together for pouring. A pouring basin and downspout are impressed in the sand to run a non-turbulent flow of the metal in to the mould. Holes are also made for vents and risers. The vents allow air to escape as the metal level increases and risers let metal flow through the casting and upwards to clear any dross that may otherwise be left to spoil the casting. Some of the liquid metal in the risers sinks back in to the mould to feed the casting by making up for shrinkage on solidification. Provided that the running, gating and riser system has been well designed, the casting will be sound and free from shrinkage cracks. Cores are used to define the inside shape of hollow castings and are also of sand usually bonded with organic mixes or silicates.
After the casting has solidified it is knocked out of the mould. The sand bond is more or less destroyed by heat during casting and the sand may be recovered for recycling. It is now necessary to cut off the runner, vents and risers and fettle the casting ready for sale. Careful cleaning off of mould parting lines without loss of detail and good attention to casting details and metal finishing now marks the visible difference between castings made with pride and those made only at lowest cost.
Longer runs of sand castings are now automated with the use of a machine moulding line. Metal patterns and core boxes are usual for longer runs of small to medium sized castings with the patterns being fixed to metal plates for machine moulding. It is often possible to mount replicate patterns on a single plate so increasing output for a comparatively small increase in setting-up cost.
Shell Moulding
This is a form of sand casting in which the moulding medium is coated with a thermosetting resin for better bonding. It requires special equipment. The coated sand is allowed to fall onto heated metal pattern plates. After a short dwell time these are inverted, allowing excess sand to fall away and leave a shell of sand adhering to the pattern. Baking to harden the resin results in a strong ‘biscuit’, easily handled and stored, from which moulds are assembled. Shell cores, made by essentially the same process, are frequently used with ordinary sand castings. Mould making is virtually automatic, requiring low skill levels and the moulds are highly reproducible. The process is used for the economic manufacture of long runs of brass components used in the electrical and general engineering industries, some of which may end up in the home.
Investment (Precision) Casting
Investment casting by the "lost wax" or ‘Cirè perdue’ process has been used for centuries for casting statues and other art castings and this is still its main outlet in the bronze foundry industry. It is also a process used widely where complex, high precision components are required as it offers the opportunity to make by a single casting an object that might otherwise entail difficult and expensive machining or a welded or brazed assembly.
The process uses a pattern of wax or other low melting point material which has itself to be 'cast' in a mould, although it may be built up from several parts. The pattern is then dip-coated (invested) with a refractory slurry, several coatings being applied to build up a shell of adequate strength. The wax is then melted out of this shell which is baked to strengthen the bonding of the refractory, remove moisture and burn out the last of the wax. It is then ready for casting. It is also now possible to make up the patterns in foam plastic that does not have to be burnt out before pouring.
The casting then has no joint line as the pattern is melted out rather than being withdrawn from the mould and there is little restriction on shape or complexity of the casting. Dimensional accuracy is high and the surface finish is as fine as that of the pattern. Very accurate coring is possible to give precise location of inserts or holes.
'One off' castings such as statuary are best made by this process but it is also well suited to the production of multiples of small engineering castings all joined to a single casting sprue. In the latter case it is often good practice to spin the mould (in a safe enclosure) as the metal is poured so that centrifugal force drives the liquid metal into every nook and cranny.
Besides artists, modellers benefit greatly from this process as they can obtain finely detailed components to help complete intricate brass models. The manufacture of brass and woodwind instruments also benefits because one casting for a valve actuator can replace an assembly that might have to be hard soldered from many individual fabricated pieces.
Statuary castings are made in conveniently sized sections that are then welded together and carefully smoothed so that the joints do not show. The casting is then subject to an expensive patination process to give the expected and much-admired finish.
Diecasting
For long production runs it is frequently economic to make permanent moulds from which many castings can be made. The moulds are usually of metal and the liquid metal may either be poured by chill casting in to simple moulds or gravity diecasting in to shaped moulds, or forced in under pressure.
Diecasting (gravity)
In this process the metal for the castings is pored into in metal moulds. The dies, usually made of steel, are constructed in two parts which open to allow extraction of the casting. Gravity die casting is most readily applied to solid shapes, but many quite complex hollow components are manufactured using either withdrawable metal cores or sand or shell cores. Good reproducibility of dimensions with generally closer tolerances than for sand casting. Good surface finish although there may sometimes be obvious flow lines. Castings have higher tensile properties and hardness than sand casting. Most suitable for large quantity production from 1,000 castings upward. Taps and other plumbing fittings are frequently made in this way. If used to produce decorative items, care should be taken that metal flow lines are not obvious on the finished article.
Pressure Diecasting
In this process molten metal is injected in to steel dies under high pressure. Machines with locking forces of up to 500 tonnes are used to create the casting. Multi-cavity dies are used to give high rates of production which in turn reduces costs. The process can produce complex shapes with very thin sections, thus reducing the need for machining. Automated production gives a consistent product and a thin section of 1.5mm can be cast to close tolerances and excellent surface finish, saving metal costs and weight. Near net shape can be achieved needing little machining which reduces costs. A full range of brasses can be cast, including the high copper alloys. This is only suited to long run production but may be the cheapest method for items such as attractive cast brass switchplates for domestic electrical equipment.
Diecastings are ejected from the mould by hydraulically operated pins. On the rear of diecastings the location marks for these are usually visible giving a very clear indication that the component has not been sand cast many years ago.
Chill Casting
Chill casting is a name given to a gravity diecasting process used for producing simple regular shapes, usually solid or hollow rods or thick walled tubes. It is mainly used for casting phosphor bronzes, leaded bronzes and gunmetals, the end products being bearings, valve spindles and the like. To some extent the process has been superseded by continuous casting.
Centrifugal Casting
Centrifugal casting is used extensively for producing discs or rings for the manufacture of gears and worm wheels, for inserts for valve seats and for flanges for pipe fitting. Thick walled cylinders may also be cast and these can be used as pipes, but are often divided into shorter lengths for bearings, valve seats, electric motor slip rings and so on. These are the chief applications, but the process can be applied to other more or less symmetrical shapes. Lugs or bosses may be included and flanges can be cast on.
The process consists of pouring metal into a mould or die usually of steel rotating at fairly high speed. For unusual shapes or sizes, sand moulds may be used and to improve the mechanical properties chills are often inserted round the periphery. Rings or discs are produced with the die spinning on a vertical axis, while it rotates on a horizontal axis for cylindrical shapes. While mainly used for heavier industrial products, advantage is taken of the centrifugal process on the small scale for precision casting as mentioned.
Continuous Casting
The process is limited to the production of rods, sections and hollows from which a wide range of bearings, thrust washers and gears may be machined. The bar is also used for valve spindles and similar articles. Most copper casting alloys can be continuously cast but the preference is in phosphor bronzes, leaded bronzes and gunmetals that are needed for bearings but cannot be hot worked to size by extrusion or hot rolling. In the process, metal flows into a graphite die of the required shape which is attached to a holding furnace. The die is sleeved with a water cooled jacket. As the metal passes through the die it solidifies and is withdrawn as a solid product usually by rollers. It is then cut to convenient lengths for handling, typically 3 or 4 metres
Fabrication
Fabrication is a term used to describe the working of metal to the required form or shape needed. Semi-fabricated shapes (or ‘semis) are used as the basis for the final machining, joining and other operations needed to finish a product. ‘Semis’ may be produced by hot or cold working or a mixture of both. The way that they are made naturally affects the properties of the finished article. Anyone making products needs to ensure that the metal that they start with will give satisfactory properties in the finished product so that it is fit for purpose.
Metal is usually more malleable when hot because the crystals of which it is made reform easily while it is being worked. Hot working is used to break up the coarse grain structure present in cast billets, cakes, slabs or ingots and to get metal cheaply towards near-finished size. Metal oxidises when hot, so the surface finish of hot worked metal is frequently dark brown or black with oxide. Quenching metal in water after hot working is useful in loosening oxide and making subsequent cleaning easier.
Cold working is used to fabricate metal to final shape. The metal hardens as it is worked and this leaves it in a strong, springy condition ideal for light, durable products. If metal become too hard to work, it can be softened again by annealing at a temperature that will allow recrystalisation, usually a dull red heat for copper and a little lower for brass. Quenching can again be used to help oxide removal but does not usually affect the properties since most common coppers and copper alloys are not heat treatable.
Metal may be deformed heavily during final shaping, as occurs in the production of hollowware. With brass in particular, this strain hardening will still be present in the final product and may lead to ‘stress cracking’ (or ‘stress corrosion’ or ‘season cracking’) in service in conditions that may be only very mildly aggressive. This can usually be prevented by a stress-relief anneal. This involves heating the shapes to a moderate temperature, less than the recrystalisation temperature, so that internal stresses in the crystals are released but the metal is not noticeably softened.
COLDWORKING METHODS AND TECHNIQUES
Below are the most important techniques used to produce hand hammered metalwork, generally starting with an annealed blank of metal.
Cold Rolling
A flat cake or plate of hot rolled soft metal is inserted between a pair of plain rolls driven to roll to sheet or strip. For wide strip the two small rolls are backed up by two larger rigid rolls that help bowing of the work rolls. The metal hardens as it is reduced so must occasionally be bright annealed to allow rolling to very thin sheet, strip or foil.
Coppersmiths’ Techniques
The tinsmith works on copper, brass and tinned steel with basic tools to cut, bend and join sheet to make effective domestic products. With only basic tools such as hammers, punches, anvils and blocks, the skilled coppersmith can utilise the ductility of soft copper and brass to produce superb craftsmanship that takes years to perfect.
Repousée
Repousée is a form of decoration where a design is made by marking from the back of the blank with tools. The technique was used in the school with copper, brass, silver and steel. The blank, with the exception of steel, is first softened using heat. It is then held on a bed of warmed, sticky pitch. The pitch supports the metal and yet is soft enough to receive the impressions formed by the tools. The three main tools used are the round raising punch for the main design, the tracing punch for `chasing' outlines from the front of the piece, and the finishing punch for smoothing down the background of the design.
Hollowing or Blocking
This is a simple method for making shallow dishes or bowls. The metal is beaten with a mallet or hammer over a bowl-shaped depression in a wooden block or sand pad. The metal is stretched and thinned, so this method is limited to making shallow items. As soon as the bowl approaches the required shape it can be checked with a template made from thin card or tin-plate. When finished, the bowl is annealed, pickled and scoured thoroughly in readiness for planishing.
Sinking
Sinking is the process by which a plate or tray with a flat rim is made from a blank. The blank is held firmly and the metal struck with a hammer inside a line which is marked on the rim.
Raising
This method allows all sorts of shapes to be made from the blank. Raising is preferred to other techniques because it avoids the thinning or stretching of the metal. In this method the surface of the metal blank is `pushed' using a hammer along the guide lines. In this way, the edge of blank is progressively reduced during each course of hammering, the bowl or pot being literally `raised' from the disc.
Planishing
When a piece of work is finished it is ready for planishing. This process of gentle hammering corrects small irregularities, and hardens the surface of the metal.
HOT WORKING
The main processes are:-
Hot Rolling.
Power for turning the rolls originally came from water mills in the early 18th century, then steam engines and is now all electric.
Extrusion
Forcing hot round billets of metal through a die to give a rod or two-dimensional shape, a process invented by Alexander Dick in the late 19th century. If a mandrel is used the product can be made hollow.
Hot Stamping
Pre-heated slugs of metal are stamped between shaped moulds to give final shapes as needed.
Forging
Hammering between open dies to produce simple shapes such as blocks, discs, shafts and rings - hollow forgings can be produced with the use of loose insert tooling/formers.
Hot Stamping
a near-net shape process involving forging between shaped, closed dies.
Piercing
A process used to make holes through round billets so that they can then be drawn to tubes. A Pilger mill has offset rolls that force a billet over a piercing mandrel.
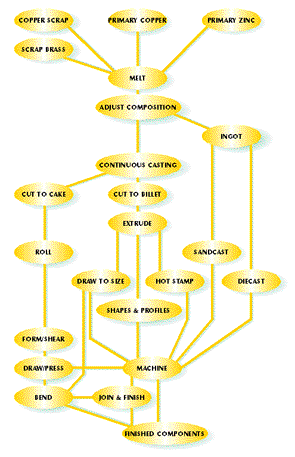
Fabrication involves processes such as hot forging, cold working, bending and machining. There are many ways of making the products seen later in this website. The sequence of operations that may be carried out is shown here.
After