Enfield Rolling Mills
(c) Antique Metalware Society
Small extracts can be used with acknowledgements to 'Oldcopper.org' website.
Helpful comments are very welcome.
Enfield Rolling Mills was in Millmarsh Lane, Brimsdown, Enfield, Middlesex on a 40-acre site set up in the early 1920s with a copper refinery (Enfield Copper Refinery), rod mill, wire mill, brass cake foundry, hot and cold rolling mills, 'Encon' continuous casting plant for bearing alloys, billet casting foundry and forge for high conductivity copper alloys, zinc mill (London Zinc Mill) and aluminium mill (Enfield Alcan).
 Most products were ‘semi-finished’ and were sold for forming and finishing by manufacturers. Output was typically 600 tons per week of copper rod for wiredrawing and a similar tonnage of rolled copper and brass. Besides the basic high conductivity coppers additions could be made to produce phosphorus deoxidised copper, arsenic for strength and corrosion resistance, sulphur or tellurium for free-machining copper and chromium, zirconium and magnesium for high strength high conductivity alloys. In the brass foundry most production was high quality cold working 70/30 or 63/37 brasses but additions of lead or arsenic were possible.
Most products were ‘semi-finished’ and were sold for forming and finishing by manufacturers. Output was typically 600 tons per week of copper rod for wiredrawing and a similar tonnage of rolled copper and brass. Besides the basic high conductivity coppers additions could be made to produce phosphorus deoxidised copper, arsenic for strength and corrosion resistance, sulphur or tellurium for free-machining copper and chromium, zirconium and magnesium for high strength high conductivity alloys. In the brass foundry most production was high quality cold working 70/30 or 63/37 brasses but additions of lead or arsenic were possible.
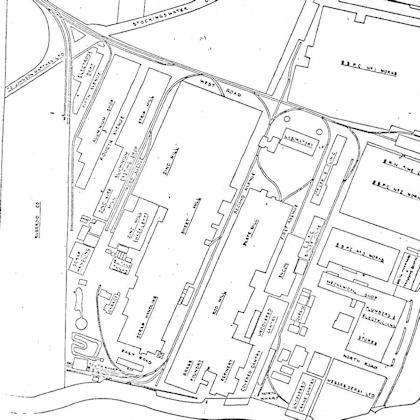
The site in North London was strategically distant from the concentration of mills in the Birmingham area. It was built alongside the River Lee Navigation so that imported materials could be brought up by lighter from the London Docks and some products for export returned by that route. As built, the site had a comprehensive 2ft narrow gauge railway with Simplex locomotives and bogie flat wagons serving most mills. This was gradually reduced with the copper refinery being the last to use the service. There was also a standard gauge railway siding connected to the main system near Brimsdown station. Many of the mill buildings were built with the initial heavy end of the production started near the stock of materials unloaded at the wharf. At the other end of the mills the despatch bays had easy access to road and rail transport.
Sketch plan showing the railway system. |
|
 |
Adjacent to the ERM Brimsdown site were the wire mill, Enfield Standard Power Cables, Phelps Dodge Winding Wires and a Johnson Matthey refinery for precious metals. The Brimsdown power station was coal fired with a useful output of electricity and a less welcome emission of fly ash that did no good to the paintwork of the parked cars of ERM employees.
 |
Much of the original rolling mill equipment was procured from Germany, having been made by Friedrich Krupp in Essen who used a logo formed from three interlocked rings. |
|
The logo used by ERM was derived from this but with four rings. This is the face of a security badge. |
 |
Some time after the merger the name 'Delta' was used in front of the names of each of the companies in the group. These are the 'DERM' initials impressed on a tag used with steel strip for strapping bundles. |
Subsidiary companies on site included London Zinc Mills, Alcan Enfield Alloys, ENCON (bearing bronzes).
Takeovers and mergers included the names:
Aston Hook & Chain, Erdington, Birmingham
Barker and Allen, Birmingham
Gledhill Water Storsge, Blackpool
Johnson & Phillips
Neville, Druce & Co (Plate Mill)
Phelps Dodge Winding Wires
And several others.
 In 1965 ERM merged with the Delta Metal Co to form Delta Enfield Rolled Metals (DERM) and eventually the word ‘Delta’ was placed before many other titles.
In 1965 ERM merged with the Delta Metal Co to form Delta Enfield Rolled Metals (DERM) and eventually the word ‘Delta’ was placed before many other titles.
During the 1950s-60s the chairman of ERM was the Hon. John Grimston, well known round the works as ‘JG’. In 1960 he succeeded to the title of Lord Verulam and hosted an annual cricket match for employees at the family home of Gorhambury House, near St Albans. When ERM merged with Delta he became the chairman of Delta Metal Company, one of the largest companies in the industry. After his retirement the position of Chairman was occupied by Viscount Caldecote from 1972-1982.
Throughout the years ERM acquired and installed new plant in order to keep its good position in the industry. For some mills such as the main hot mill the electric drive motors and controls were extensively modernised and the run-out tables extended to allow the rolling of heavier slabs to bigger pieceweights. Also in the Sheet Mill a big investment was for a Frőhling mill with very advanced control of roll pressures and the front and back tension on the copper or brass coils.
Perhaps the biggest investment was the conversion of the production of wire rod away from the spectacular cross-country mill rolling individual hot wirebars of around 100kg each. The coils of rod produced were then transported to the wire mill where they were flash-butt welded end to end for continuous wire drawing. The Southwire Continuous Wire Rod plant was commissioned in October 1974. This had a vertical shaft furnace to melt high grade copper cathode and feed the liquid copper to solidify to size between a groove in a rotating copper wheel and a steel band. The red hot copper was then fed continuously to an in-line hot mill that rolled it to 6 or 9mm diameter redraw stock for the wire mill.
Despite this continual progress, the factory had increasing difficulty in being competitive with overseas manufacturers working in better financial conditions. It was closed 1980 and the site has been redeveloped.
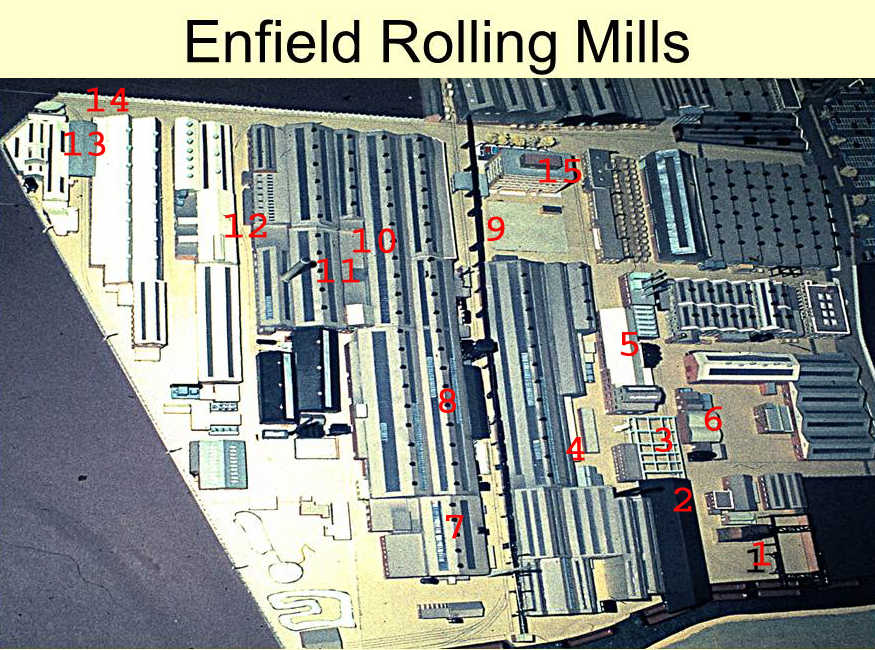
This is an overhead photo taken of the site model made by ERM apprentices,.
At the bottom right is the water of the River Lee navigation showing a few of the lighters used to bring supplies of imported copper up from ships unloading in the Pool of London and the London Docks. The lighters were twice the width of canal narrow boats and the Navigation was wide enough to let them pass.
- Stockyard by the River Lee navigation warfside for imported copper anodes, wirebars and cathodes for use by the refinery.
- The building with the black roof is that of the refinery which had a 180 ton reverbatory open hearth furnace and a 6 ton Sklenar furnace for producing Grade A ‘E*R’ brand wirebars, cakes and round billets. The wirebars were cast into a rotating Walker Wheel set of water-cooled moulds.
- The white rack just above was used for the storage of green tree trunks used in the poling of the open hearth melt during the 24h refining cycle.
- To the left is the rod mill for hot rolling red hot wirebars to 6 or 9mm diameter rod for cold re-drawing to wire. This was replaced in 1974 by a Southwire Continuous copper rod plant.
- The ‘Encon’ plant had two vertical continuous downcasting machines to produce copper-tin-lead alloys in the very large variety of compositions and shapes wanted for bearings. They were poured through water-cooled graphite dies to give products to close dimensional tolerances.
- To the right of the picture are the roll grinding and mechanical engineering shop, the Apprentice Training Centre and some of the buildings used by Enfield Cables.
- To the left of the copper refinery is the brass foundry. This was equipped with four tilting electric induction furnaces for making good quality brass cakes for rolling. It had a Lampson tube to carry small cast specimens up to the laboratory at the top of the picture where rapid analysis was possible for melt control.
- Above the brass foundry are the main rolling mills. These included a metre wide hot mill originally made by Krupps that had been modernised frequently with expensive electric drives and extended long run-out tables with upcoilers to handle large weights of hot rolled copper or brass strip. Above this was the main sheet mill making copper and brass sheet that was used by many of the companies listed on other pages. To the right a plate mill typically producing copper for end plates for boilers and condensers.
- Centrally placed and running vertically is the black outline of the overhead runway used when the Enfield Cable Works had a contract to supply undersea cables that were coiled down into lighters for transport to cable-laying ships berthed in London Docks.
- The strip mill for copper and brass supplied in coil at less than 6” (150mm) wide.
- London Zinc Mills producing zinc roofing sheet, flashing strip and callots for stamping the cans for zinc-acid batteries.
- Enfield Alcan rolling mills.
- Top left was the Alloy Shop that took in some of the complex high conductivity hard alloy billets for the manufacture of welding wheels and electrodes. It had furnaces and two hammers manned by an expert crew.
- Also top left was the original entry for the standard gauge railway connection to the main line near Brimsdown station. Elsewhere round the site there was a complex of narrow gauge railways where Simplex diesel locomotives helped transport cathodes, wirebars, billets and cakes where needed.
- At the top centre on the photo, just to the right of the cable runway can be seen the Verulam Laboratory Building which contained the analysis, mechanical testing and research facilities as well as an administration floor and the dining rooms for directors, management and visitors.
 |
During the 1950s-60s the chairman of ERM was the Hon. John Grimston, well known round the works as ‘JG’. In 1960 he succeeded to the title of Lord Verulam and became chairman of Delta Metals Co. after the amalgamation. |
 |
After the retirement of Lord Verulam, the position of Chairman of Delta Metals was occupied by Viscount Caldecote from 1972-1982. |
 |
|
| The open hearth furnace was used for fire-refining 180tons of copper at a time over a 24hour cycle. To the right of the photo can be seen a tree trunk being fed into the melt to 'pole' the composition to a high grade. | |
 |
|
| The molten copper was fed to the Walker Wheel set of rotating moulds. There were three moulds to each unit, water cooled from underneath. After solidification, the copper wirebars were tipped into a water bosh. | |
 |
|
| The three miniature wirebars are good replicas of the originals, showing the level 'set' of the copper surface and the pointed ends for ease of entry to the rod rolling mill. | |
 |
|
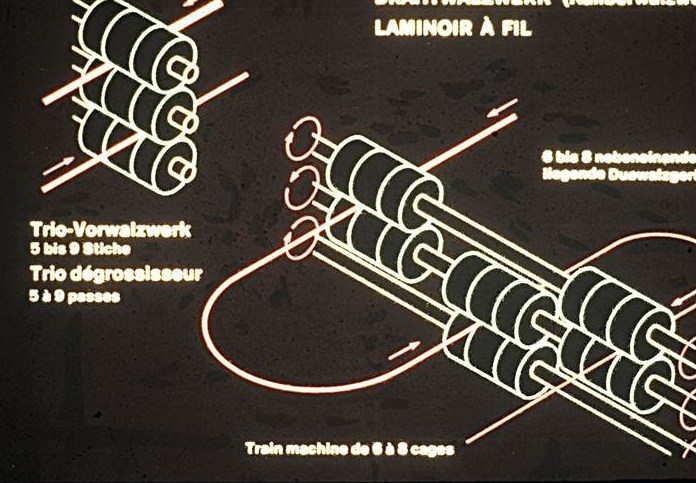
| A diagram of a typical old rod mill layout. The red hot wirebars are first broken down in the three-high reversing mill. The rod is then passed through the rolls of a cross-country mill, getting smaller and longer with each pass. | |
 |
|
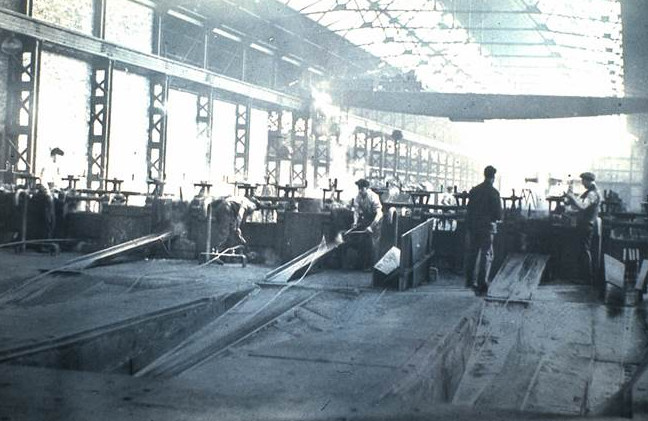
| At each mill stand a 'catcher' caught the red hot rod with tongs as it first emerged from the previous stand, quickly swung it round and entered it in the next rolls. | |
 |
|
| The catchers stood well out of the way of the path of the rod. Shown here are the sloping run-out tables for looping the rod between roll stands. | |
 |
|
| The refinery and cross-country mill were replaced by a Southwire Continuous Rod (SCR) casting and rolling plant. This shows the cast section being fed off the mould and into the long series of mill stands that rolled the copper to 6 or 9mm diameter for subsequent cold drawing to finished size. | |
 |
|
| This is a section of the SCR cleanly cast copper supporting a coil taken from the hot rolled rod. It was a promotional gift at the opening. | |
| Sheet Mill | |
 |
|
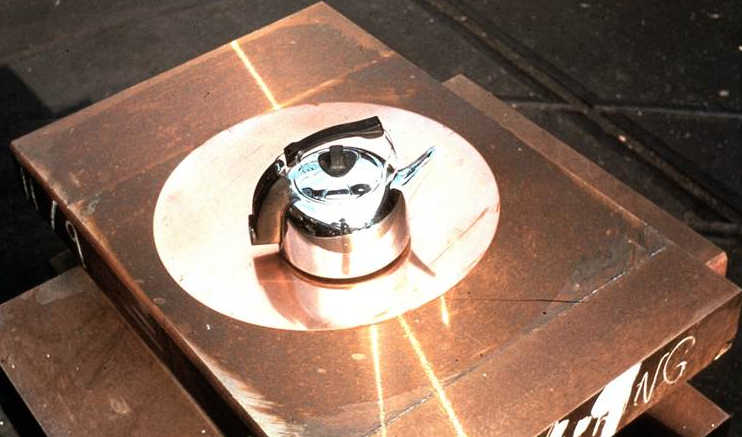
| The iconicRussel Hobbs K2 kettle body was made from circles of very high quality copper made by ERM. Here we have a kettle and a circle standing on a cast copper cake cut from a semi-continuous casting 1m wide and 150mm thick. The cake was reheated before initial hot rolling. | |
 |
|
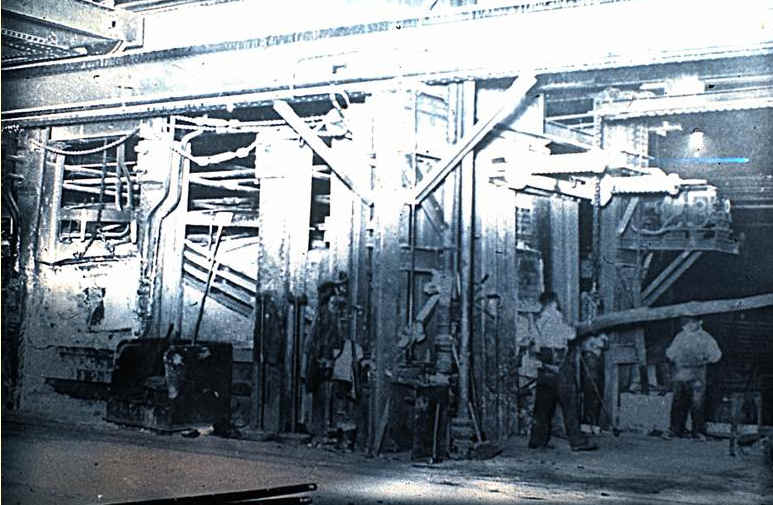
| Here is one of the red hot cakes being extracted from the furnace and placed on the roller run-out table of the two-high reversing Krupp hot mill. (Photo from Kevin Cullen) | |
 |
|
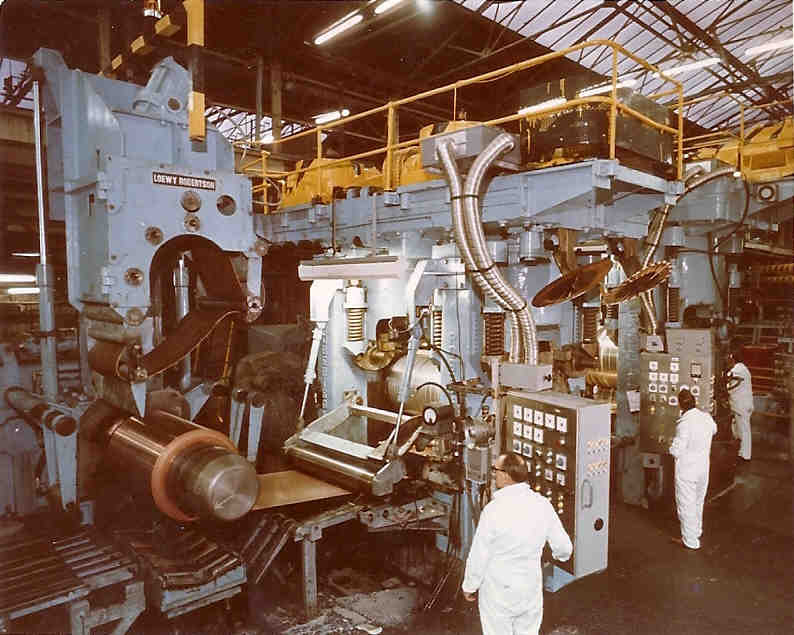
| A modern rolling mill that is fully controlled and instrumented. (Photo from Kevin Cullen) | |
 |
|
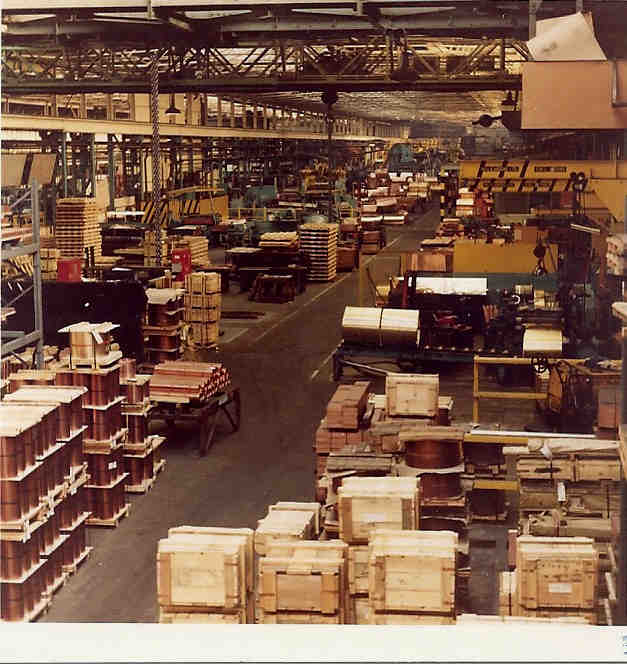
| The despatch bay photo shows the wide variety of sheet, strip and coil semi-finished products made to order for many customers making finished products. The names seen of the labels are frequently also found elsewhere in this website. (Photo from Kevin Cullen) |
Vin Callcut was at ERM from 1965-1978 as Research Manager/Laboratory Manager/Chief Inspector/Quality Control Manager.
Kevin Cullen was in Marketing Services Manager until closure in 1980.