William Tonks and Sons
(c) Antique Metalware Society
Small extracts can be used with acknowledgements to 'Oldcopper.org' website.
Helpful comments are very welcome.
WT&S, W. Tonks & Sons, 3, Hill Street, woodscrew maker (S1770) then 43 Deritend, steel toy maker (PR1780), Cheapside, Birmingham, then 201, Moseley Street, Birmingham making cast and wrought brass products.
 Manufacturer of architectural hardware, art metalware, campaign metalware, ecclesiastical metalwork and an early fabricator of decorative patterned tubes. The Tonks family surname is the lists of Birmingham brassfounders before the 1800s. William Tonks founded this firm in 1789 (or 1794?). They won gold medals at the 1851 and 1862 Exhibitions in London and in 1855 at Paris The larger factory in Moseley Street was opened in the early 1860s and most items now found will date from after this time.
Manufacturer of architectural hardware, art metalware, campaign metalware, ecclesiastical metalwork and an early fabricator of decorative patterned tubes. The Tonks family surname is the lists of Birmingham brassfounders before the 1800s. William Tonks founded this firm in 1789 (or 1794?). They won gold medals at the 1851 and 1862 Exhibitions in London and in 1855 at Paris The larger factory in Moseley Street was opened in the early 1860s and most items now found will date from after this time.
(By 1869 they had developed the eight-pointed 'sun' trade mark showing two eyes and a mouth. Later the 'WT&S' initials were sometimes inserted instead for the marks on some items but other items had a smaller, empty sun on items designed in the 1900s.
 Their 1890 catalogue was of 664 pages detailing a vast array of builders hardware and domestic items. Later production included the more appealing domestic designs. The name was changed to Tonks (Birmingham) Ltd., then by merger to Newman Tonks in 1970, then NT Metals. They are now in the Ingersoll-Rand Group (from 1995).
Their 1890 catalogue was of 664 pages detailing a vast array of builders hardware and domestic items. Later production included the more appealing domestic designs. The name was changed to Tonks (Birmingham) Ltd., then by merger to Newman Tonks in 1970, then NT Metals. They are now in the Ingersoll-Rand Group (from 1995).

The Trade Mark was 'WT&S' with a stylised sun.

Trade Mark stamped into a wrought brass door bolt.
 The logo of Tonks (Birmingham) Ltd. on the title page of the 1953 catalogue with WT&S replaced by TBL. The previous mark was still shown on details of the products. (Catalogued loaned by Simon Clarke).
The logo of Tonks (Birmingham) Ltd. on the title page of the 1953 catalogue with WT&S replaced by TBL. The previous mark was still shown on details of the products. (Catalogued loaned by Simon Clarke).
 So far, no Tonks advertising has been seen to include cutlery, flatware or other items made of plated nickel silver or silver. There were many silversmiths using the initials 'WT' and no doubt many had sons. This is the 'WT&S' mark and star from the back of a nickel silver cheese scoop and a detail of the logo. This was made by William Tay & Sons of 30/34 Leopold Street, Birmingham who were active during the 1920s. (ID ack: silvercollection.it)
So far, no Tonks advertising has been seen to include cutlery, flatware or other items made of plated nickel silver or silver. There were many silversmiths using the initials 'WT' and no doubt many had sons. This is the 'WT&S' mark and star from the back of a nickel silver cheese scoop and a detail of the logo. This was made by William Tay & Sons of 30/34 Leopold Street, Birmingham who were active during the 1920s. (ID ack: silvercollection.it)


None of these items of artistic deskware is in the hardware catalogue. All are of very high quality.

Four domestic gongs made by Tonks. All are well made and have cast brass bases rather than the wooden ones favoured by other makers.

Fourteen examples from pairs of cast decorative candlesticks bearing the WT&S maker's mark. They are well designed, cast and finished.

A selection of stands and trivets. The largest is collapsible for campaign travel and is 785mm (31") long.
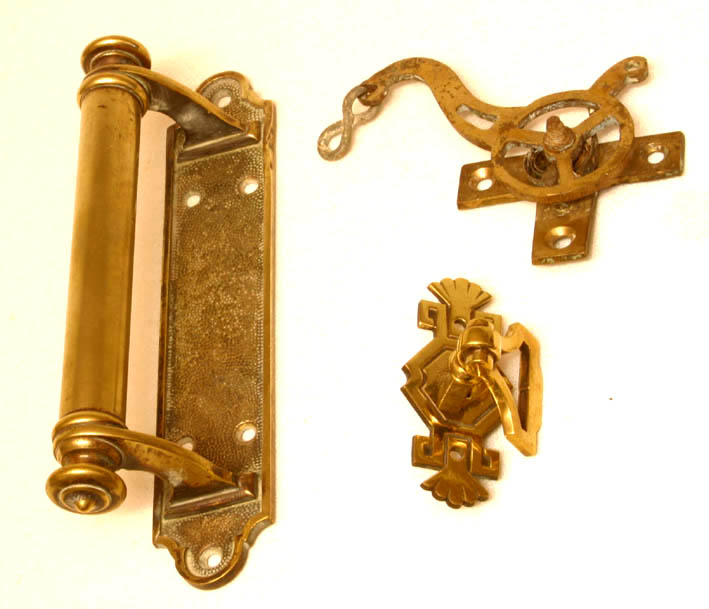

Large door and decorative cupboard door handles, a pulley bracket for house bell system. To the right are a cast dish, a dish stamped from sheet and a very decorative cast finger plate.
- o - O - o -
Perhaps a member of the family set up in competition. Samuel Booth Junior and William Tonks Breedon trading as Samuel Booth and Company, Cheapside Works, Birmingham, chandelier, gas and water fitting manufacturers had Design Registrations Nos. 53014 –25 of 21/07/1986. By 1900 the name of William Tonks was not used.

W Newman & Son Ltd., Birmingham, architectural brassfounders, amalgamated with William Tonks c1970s to form Newman Tonks. This monogram found on a door closer.
More material from William Tonks is on the pages:
William Tonks and Sons, Moseley Street, Birmingham, founded 1794
This text is summarises the eight pages of description in ‘England’s Workshops’, published 1864, pp51-59 (see references).
The writer visited the new works during the early 1860s and was shown round by Mr Edmund Tonks. The works covered 2,000 square yards and were in a square format with the warehousing and despatch department fronting the street.
All foundry work all was done on the premises. For fine castings where the cast surface was retained they used a 60/40 mixture of virgin copper and zinc with ‘a little’ tin together with some selected recycled internal process scrap. New fine sand was used for moulds for all best quality castings with surface facings of charcoal, loadstone or rottenstone, recycled sand for ordinary work.
For ordinary work the reported mixture of copper to zinc was 2/1 (66/33) together with recycled scrap. Presumably there was also a lead content that would take the proportions to a casting quality and add free-machining properties. Most castings were made from ingots made by direct fusion of the metals but on rare occasions they could still use cementation from copper chips and calamine.
For all work, crucibles were not made of the usual local fireclay but plumbago (graphite) bought from the Patent Plumbago Works at Battersea. (later the Morgan Crucible Company). These were twelve times dearer but gave much cleaner castings, used only half the fuel and lasted much longer. The well-organised pattern loft could provide for the 10,000 regular trade items and special orders.
All castings were annealed before and, if necessary, during the subsequent finishing operations. Steel springs for bells and piano components could also be tempered in-house.
The existing fourteen horsepower steam engine was about to be supplemented by a 23hp model to help extend the shaft-driven power to the whole works. All shafting was erected to be out of reach of operators and all belts guarded. The engine also provided compressed air for forges and the gas-fired hard soldering stations throughout the works. All production tooling was made in their own toolroom.
Sheets, strip, wire and any other cold worked brass used was bought in. Seamed tube was formed, joined and drawn on site.
The finishing shop had eighty steam powered lathes and 197 vices for hand work. Surface cleaning was done by dipping in a nitric acid pickle and followed by several cold-water rinses. Mechanical finishing methods described included sanding, burnishing, polishing and bronzing and lacquering.
Most of the many employees had been trained by the firm. There was a sick fund, circulating library and union membership was encouraged.